Now that I've been
relieved of my secrecy by "the boss" I'm free to share some more about what ate up entirely too much of my December and January.
Last fall I got an email from Megan Fitzpatrick, editor of
Popular Woodworking Magazine asking if I'd write for the magazine again. I of course said yes, since I not only have a personal affection for the staff at the magazine, but also because of how they treat their contributors. The past articles I've written have been published word for word, with only very minor, if any, editing (parenthetical words at the end of the sentence have their punctuation within the parentheses.) Not that I'm particularly concerned with being edited, but rather because I enjoy experiencing the voice of a particular writer almost as much as the content itself. Your experience may be different, since I wrote this article in the voice of Chewbacca.
The other reason I decided to take this project on was a complete no-brainer. Chris Schwarz asked if I'd make a fancy lid for a chest he would build, and then write about how I did it. It took me about three nanoseconds to make that decision.
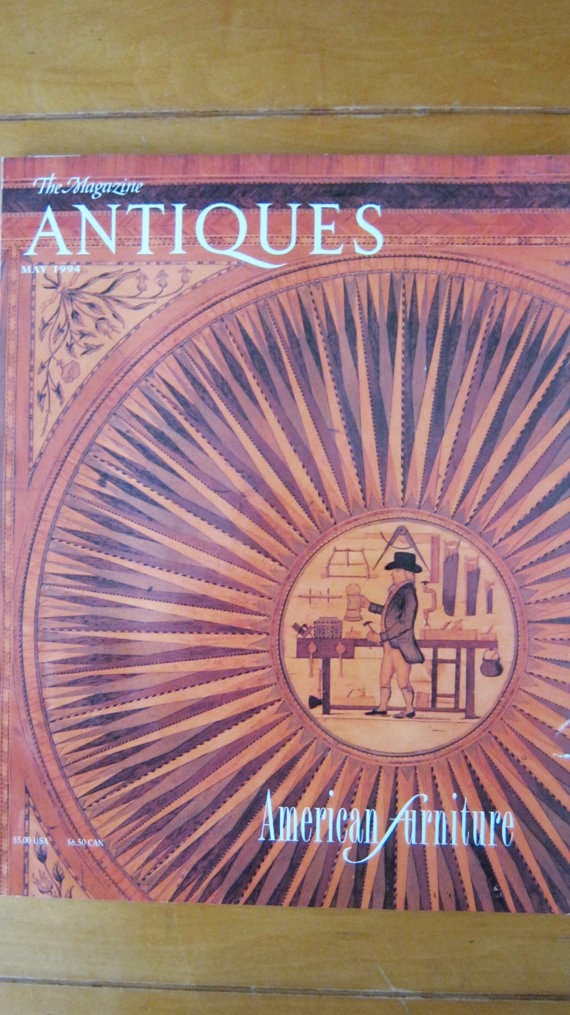
The design for this lid sprung from an English chest featuring a joiner hoisting a frothy mug of ale before his bench and tools. Knowing I couldn't possibly improve on that absolutely perfect theme, I ventured off into my own territory, borrowing only the sunburst and central circle elements from the English chest.
I won't bore you with all the various iterations I played with before I settled on a final design, which didn't happen until I was nearly finished with the chest. The central circle was originally going to feature a painting of Daedalus' joiner from a famous Pompeii fresco, but Chris and I decided that as cool as that would be, something made of wood made more sense.
It wasn't until the last few weeks before the deadline that I decided on the carved montage of tools. Inspiration for this came from a 17th century Dutch joiner's guild coin, a carved marble panel of an absolute mess of tools, and strong urging from Chris.
The tools themselves are not just representative of craftsmanship in general, but are modeled after actual tools from my kit. The dividers were a Christmas gift from my family, a hand-forged set from blacksmith Seth Gould. The backsaw is an Eccentric Toolworks dovetail saw that was gifted to me by a dear friend. And the chisels are taken from engravings from l'Art du Menuisier, my favorite woodworking book. As with most woodworkers, hand-cut dovetails hold a special importance for me, so the tools reflect that.
This project is sort of like taking a steam roller to an
oud. Lots of similar design elements, albeit on the flat plane. I'm okay with building this stuff in three dimensions, but for some reason laying it up on a solid panel had me scratching my head a bit. Not about the process, but more about the substrate. I cover the process of building a bomb-proof, stable, lightweight, nail-grabbing panel out of solid wood that has all the benefits, but none of the drawbacks of commercial ply. It's cool stuff.
And that reminds me that I have a few people to thank for helping me along the way.
Bill ThomasBill is one of the finest woodworkers I've never met. I've followed his work for a few years now, all online. If you want to see an absolute tour de force of woodworking technique, check out his
Georgian Secretary build at the OWWM Woodworking forum.
Patrick EdwardsYes, that one. The master.
Chris Schwarz
I haven't done too many joint projects in my time, but this has been the best. Chris gave me more or less free reign over the design. And he didn't balk one iota when I decided the lid looked too long for its width. He trashed the first dovetailed carcase and started fresh just for me.
Peter RossPeter was excellent to work with (as usual). I usually mate up work like this with highly refined hardware (polished brass or stainless). Not anymore. I think the crisp and rigid parquetry of the lid looks simply incredible with Peter's hand-forged wrought-iron work. The finish on the hinges and crab lock are right off the hammer and file, no polishing or further refinement. They look perfect with the lid. Perfect.
Raney NelsonWhen I was in the throes of this project, and its looming deadline, Raney provided an excellent coalescing mechanism for some crazy ideas I had floating around. He also provided me with the excellent, infill-grade kingwood and boxwood I used for the backgrounds and tool montage.
Jon Fiant
That's your macassar ebony Jon, thanks again.
Before you ask me how many hours I have in the lid, know that I'm blissfully ignorant of that number. I think if I really knew how many late nights, weekends, early morning and "days off" I have in this, I would likely wretch. Still, it doesn't stop me from designing the next one in my head.
Chris' article on the chest comes out in the August issue, my bit in the following, October issue.
If you want to see this chest, I plan to have it in the Benchcrafted booth at
Handworks on May 15-16.