.jpg)
Last week I traveled to the deep south in search of more massive boules of French Oak for Roubo-style workbenches.
What I found was a jaw-dropping.
When we did the groundwork for the French Oak Roubo Project over three years ago, the likelihood of finding more massive slabs was pretty slim. Finding slabs of this size is extremely rare nowadays, let alone finding sawyers in continental Europe who saw the logs into such economically risky dimensions. You have to find the right buyer for 35" wide, 6" thick, 20' long slabs of any wood.That person is Wyatt Childs.
.jpg)
In the past three years, since we discovered the slabs that became the FORP benches of 2013, Childs has made numerous trips to France to hunt down more of this elusive material. And late last year he stumbled(!) on some, loaded them into a shipping container, and sent them west to rural Georgia.
Right now we're crunching numbers on just how much of this stuff we have at our disposal. Is there enough for another FORP? We're not sure at this point, but it's looking good. We still need to make a trip or two back to France. We're still at the preliminary stages of this, so that's all we know for now. More when it develops.
.jpg)
While visiting Childs' millwork and furniture shop, I got a chance to catch up with his team of joiners, who've been using his 16' long Plate 11-style bench for the past 10 months. Has it been simply shop jewelry or a catch-all? Nope. Traci, Chris, and Adam use the heck out of it. Every day.
.jpg)
Traci reports that the 1200 pound partner's bench is usually out in the middle of the shop so the workers can get to both sides easily. But this week it was pushed to the side to make room for a large dining table they are finishing up.


Childs specializes in box beams of oak, and being long things, the joiners use the Plate 11 bench to work these parts. Using axe, scrapers and angle grinder with a wire brush, the oak is transformed into parts that look rough-hewn and aged. It's a look that Childs has perfected. And one that can only be accomplished with hand work. The Roubo bench has become a favorite at Child's.
Has Childs' bench moved in the past 10 months? Of course. The top has been flattened once, and it needs it again. But its settling down. The leg joints have opened up, and at least one has been filled with oak wedges. I cut most of the joints in this bench, the wood was wet. That's impossible to avoid in wood of this dimension (see here for more.) But the reality is, the bench is still in one piece and completely functional. Have the leg vises seized up or become loose? Nope. The leg vises are awesome, actually a bit sweeter than when we had them installed last year. In the next year or so this bench is going to settle in nicely and then move very little in its climate-controlled environment.

.jpg)
.jpg)
The other bit of fun we had at Childs' was poring over a French bench that came out of the La Forge Royale factory in Paris. Bo brought this bench over last year and installed it in his shop in Barnesville.
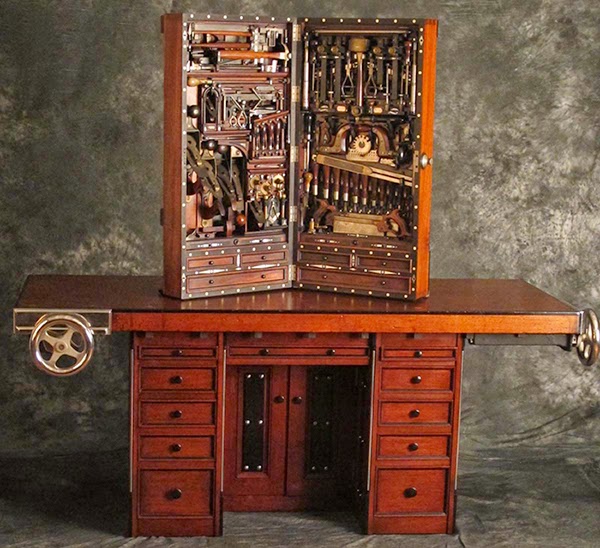
I've got my hands on a couple products from Feron and Company, but this one takes the cake. I first saw this bench on French Ebay, then later when I brought it to Childs' attention, he sent one of his buyer's to the owner to snatch it up. Last week I got to take a close look at the bench and see just how this factory put this bench together.
.jpg)
.jpg)
.jpg)
The top is 18" wide, more or less. Only one leg is flush with the top's edge (right rear, the one next to Ron's leg in the above pic) and the base itself was 7/8" narrower on the leg vise end. None of rails are flush with the legs. The end cap is nailed on. No tail vise on this bench (although Feron & Co. offered several benches with them.)
.jpg)
The rails were joined to the legs with a single faced, full width tenon. I didn't see any evidence of pegs in the joint, especially given the open shoulder.
.jpg)
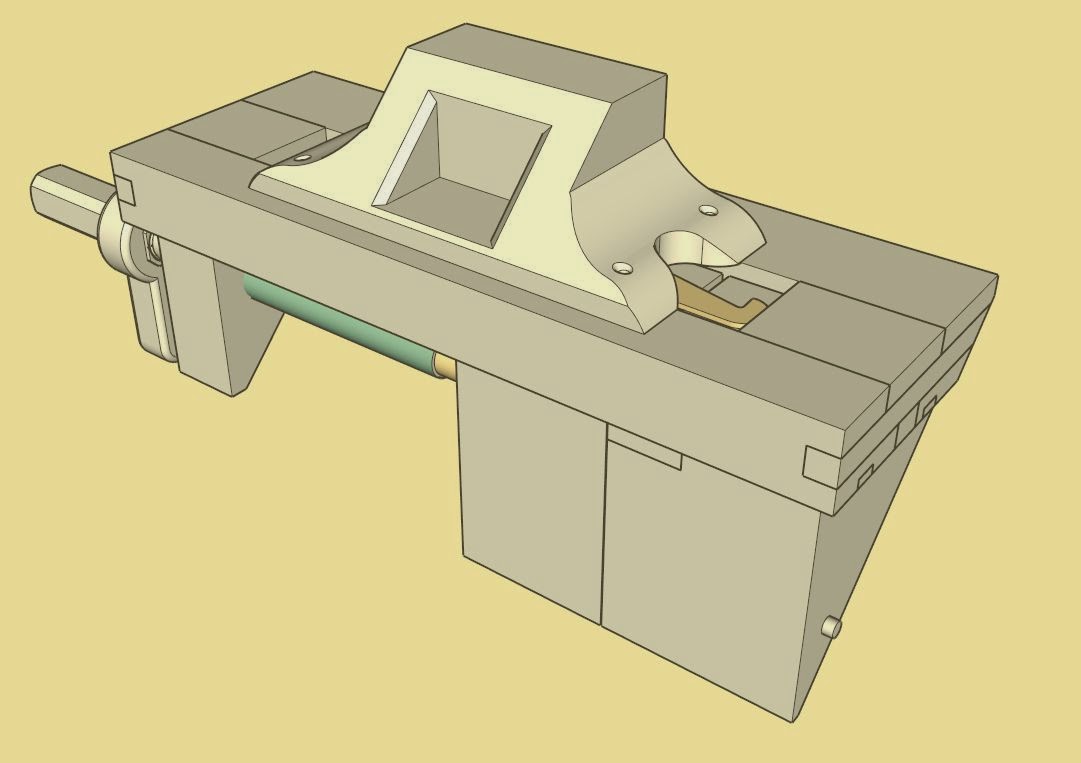
What was particularly satisfying to discover was the top attachment method. This protuberance has show up in many engravings and catalog images, but until now, we didn't know for sure what it was. As speculated, its a threaded handle for locking the top to the upper rails.
.jpg)
.jpg)

Note in particular the joinery of the upper rail where it joins to the inside of the legs. There's a double tenon where the outer tenon laps onto the side of the leg, and is beveled to a knife edge at the end grain. The inner tenon engages a mortise in the leg and is cut short to keep the top of the leg from blowing out. The shoulders are overcut, perhaps to let the top move. The gap between the rail and top was not huge, maybe just an 1/8" or so. This offset rail is to allow the leg vise screw to pass by the threaded handle. The rail on the opposite end of the bench is more centered on the legs.
.jpg)
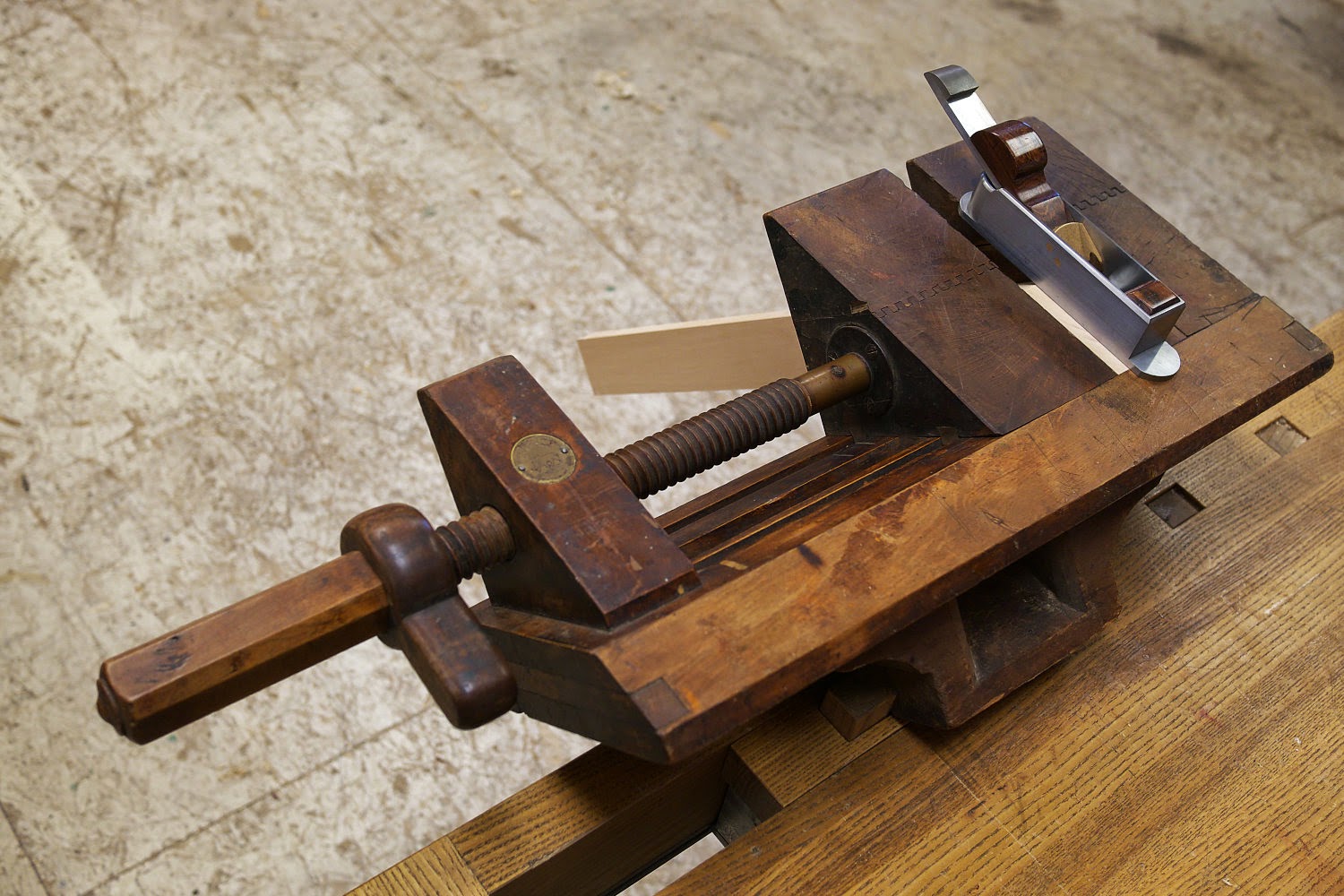
If you've ever wondered how strong a leg vise is, wonder no more. A heavy nail was being used as a parallel guide pin, and someone closed the vise to the point where the nail was folded around the guide. Feron manufactured St. Peter's Crosses, so this bench must have been a lower priced model. We couldn't find this exact bench model in the La Forge Royale Catalog.
.jpg)
The leg vise hardware was very similar to our Classic Leg Vise, save for a split, square garter that pulled the chop out when opening the vise. This is less common than other arrangements.
.jpg)
.jpg)
.jpg)
The shelf was nailed from the bottom into a rabbet in the rails.
.jpg)
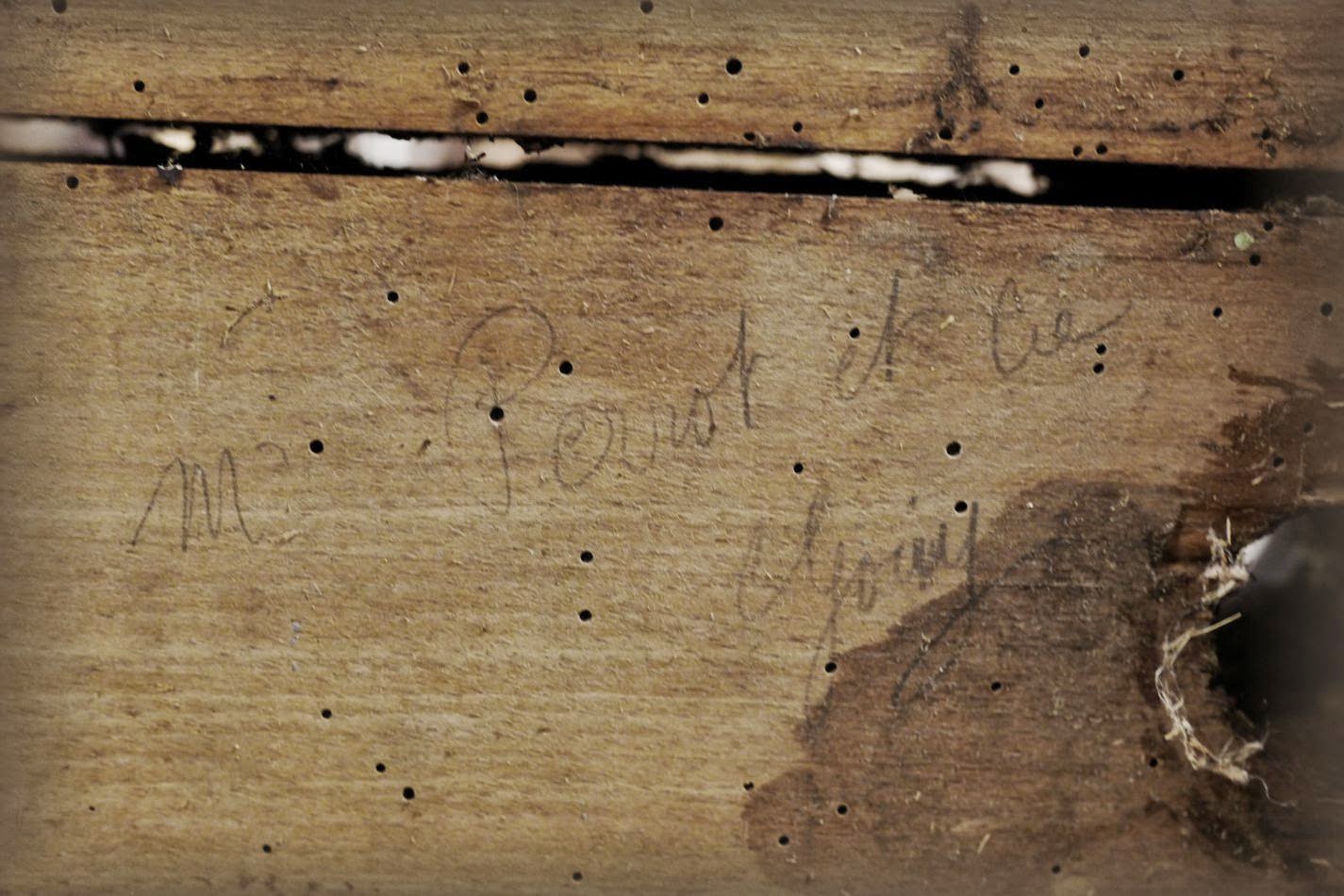
While the bench was on its back I found a signature: "Monsieur Perrot et Compagnie "
.jpg)
To see the whole La Forge Royale Workbench set, click here.
While in Georgia I also spent some time helping a friend work on his FORP bench, using decidedly less than massive slabs. But I'll let him tell you about that.